



特 点
-
□ 焊点气泡大副减少
- 与对策气泡的锡膏组合,气泡率能达到1%以下。
- 提高产品的电气及机械特性。
- 最短30秒周期连续投入。
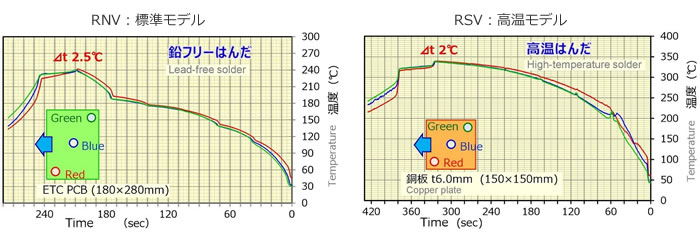
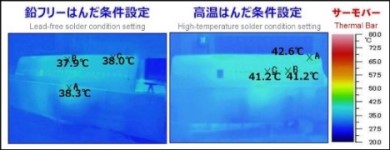
- 相比较发热板加热方式,温度波动小,热传导率高,回流时间短。
- 也可对应铝散热器线路板部品的焊接。
- 双面表面贴装线路板的真空回流炉焊接与一次真空回流焊就可以大幅减少双面板的气泡。
主要特点
- 热风循环加热与真空压的结合,即使是大面积的部品焊接。
短时间内也可以大幅减少气泡使用针对气泡对应的锡膏。
气泡率能达到1%以下。
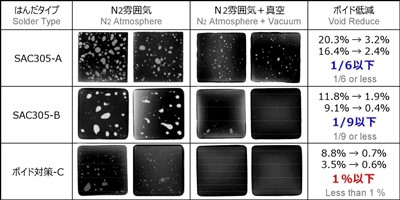 □ 真空效果1 : 减少气泡
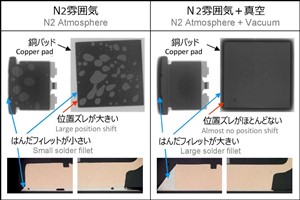
□ 真空效果1 : 减少气泡- 焊接自动调整力变大,部品偏移,浮起不良减少。填锡变大,利于外观检查。
 □ 真空效果2 : 气泡以外的效果
□ 真空效果2 : 气泡以外的效果-
□ 真空效果3 : 气泡以外的效果
- 上下热风的循环与真空压的结合,即使是少量的温区也能得到远超过传统的回流焊概念不可比拟的高品质焊接性能。
相比较发热板加热方式,温度波动小,热传导率高,回流时间短。
小型真空腔可以短时间处理真空最短30秒的周期连续投入生产。
可以对应无铅焊锡回流时间小于60秒的耐热性不足的真空焊接。
双面表面贴装线路板的真空回流炉焊接与一次真空回流焊就可以大幅减少双面板的气泡。
RSV系列可以对应高温焊锡或吸热量大的使用载具的真空焊锡。
- 炉体轻量化与高隔热设计,实现超低消耗能量,节省能源,减少CO2排放。
节能,减排,节省费用。
 □ 高隔热设计
□ 高隔热设计-
□ 助焊剂回收单元,过滤器单元
- 助焊剂回收装置大容量化,助焊剂的清扫频率大幅减少,提高设备运行时间。
换热器更换与清扫简单,方便操作。
多重特殊过滤方式,有效阻止助焊剂进入真空泵。
过滤器更换与清扫简单,方便操作。
规 格
| 型 号 | RNV152M / RSV152M / RNV162M | ||||
|---|---|---|---|---|---|
| -512-WD | -512-LE | -612-WD | -612-LE | ||
| 加热温区 | 5 | 6 | |||
| 真 空 区 | 1 | ||||
| 冷 却 区 | 2 | ||||
| 电 源 | AC200V 3Φ | ||||
| 启动功率 | 最大 36.0kW (39.5kW) | 最大 43.0kW (46.8kW) | |||
| 稳定功率 | 約 8.0kW (約 12.5kW) | 約 10.0kW (約 14.7kW) | |||
| 加热温度 | RNV:最大 280℃ RSV:最大 350℃ | ||||
| 真空度 | 1 ~ 12kPa | ||||
| N2 消 耗 量 | 約 24m3/h | 約 18 ~ 24m3/h | 約 24m3/h | 約 18 ~ 24m3/h | |
| 外 形 | 长 | 5,406mm (5,151mm) |
5,871mm (5,951mm) |
5,741mm (5,486mm) |
6,286mm (6,366mm) |
| 宽 | 1,350mm (1,510mm) | ||||
| 高 | 1,500mm | ||||
| 线路板 | 宽 | 100 ~ 330mm | 100 ~ 250mm | 100 ~ 330mm | 100 ~ 250mm |
| 长 | 100 ~ 250mm | 100 ~ 330mm | 100 ~ 250mm | 100 ~ 330mm | |
| 部品高度 | 上:30mm 下:30mm(从链条上面) | ||||
| 助焊剂回收 | 标准配置:大型风冷助焊济回收单元 (大型水冷助焊济回收单元) |
||||
※( )是RNV162M系统
真空氮气(N2)和空气回流焊炉设备、首选ETC八治机械公司